
新闻中心
新闻动态
联系我们
电话:0535-8015296
手机:18396600176
邮箱:sales@thi.com.cn
地址:山东省烟台市开发区武汉大街19号
行业新闻
42Crmo热处理淬火工艺
- 作者:cuihuojiezhi.com
- 发布时间:2024-06-11 14:59:52
- 点击:9
42CrMo是一种常用的合金结构钢,具有良好的强度和韧性,广泛应用于制造承受高负载的机械零件,如齿轮、轴、连杆等。为了充分发挥42CrMo的材料性能,需要进行适当的热处理,其中淬火工艺是关键步骤之一。42CrMo热处理淬火工艺流程1. 预热:在加热到高温之前,通常需要进行预热以减少温差应力和变形。预热的温度通常在600-650°C,保温时间为30-60分钟。2. 加热:将材料加热到适当的奥氏体化温度,42CrMo的奥氏体化温度一般在840-880°C。加热时间取决于工件的尺寸和加热设备的性能,一般按照每毫米直径或厚度保温1-1.5分钟计算。3. 保温:在奥氏体化温度下保温一段时间,以确保整个工件均匀加热,使碳和合金元素充分溶解到奥氏体中。4. 淬火:将加热保温后的工件迅速转移到淬火介质中进行冷却。42CrMo常用的淬火介质有水、油或空气。水淬可以获得最高的硬度,但变形和开裂的风险也最大;油淬可以减少变形和开裂,但硬度略低;空气淬则更为温和,适用于大尺寸或形状复杂的工件。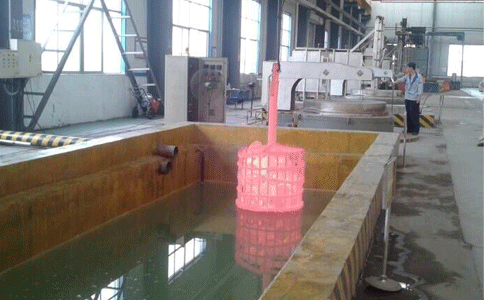 5. 冷却:在淬火介质中冷却至室温,确保工件获得所需的硬度和组织。淬火后的回火处理由于淬火后的42CrMo材料硬度高,脆性大,通常需要进行回火处理以降低硬度,提高韧性。回火温度和时间的选择取决于所需的最终性能。常见的回火工艺如下:低温回火(150-250°C):可以减少应力和脆性,但保持较高的硬度和强度,适用于要求高耐磨性的部件。中温回火(350-500°C):可以得到良好的综合机械性能,适用于大多数承受冲击和磨损的机械零件。高温回火(500-650°C):可以获得最佳的韧性和一定的强度,适用于要求高韧性的部件。注意事项防止过热和过烧:加热温度过高会导致晶粒长大,降低材料的机械性能。控制冷却速度:冷却速度过快可能导致开裂,过慢则可能得不到所需的硬度。避免表面脱碳:在加热过程中,应采取措施防止表面脱碳,这会影响材料的表面硬度和耐磨性。热处理工艺的优化需要根据具体的工件尺寸、形状和所需的最终性能进行调整。通常需要通过实验和经验来确定最佳的工艺参数。恒鑫化工20年专业结的淬火剂生产厂家,热处理应用经验丰富,针对性地提供热处理淬火系统设计、工艺等整体解决方案。如有热处理技术问题,欢迎致电:0535-8015296。
5. 冷却:在淬火介质中冷却至室温,确保工件获得所需的硬度和组织。淬火后的回火处理由于淬火后的42CrMo材料硬度高,脆性大,通常需要进行回火处理以降低硬度,提高韧性。回火温度和时间的选择取决于所需的最终性能。常见的回火工艺如下:低温回火(150-250°C):可以减少应力和脆性,但保持较高的硬度和强度,适用于要求高耐磨性的部件。中温回火(350-500°C):可以得到良好的综合机械性能,适用于大多数承受冲击和磨损的机械零件。高温回火(500-650°C):可以获得最佳的韧性和一定的强度,适用于要求高韧性的部件。注意事项防止过热和过烧:加热温度过高会导致晶粒长大,降低材料的机械性能。控制冷却速度:冷却速度过快可能导致开裂,过慢则可能得不到所需的硬度。避免表面脱碳:在加热过程中,应采取措施防止表面脱碳,这会影响材料的表面硬度和耐磨性。热处理工艺的优化需要根据具体的工件尺寸、形状和所需的最终性能进行调整。通常需要通过实验和经验来确定最佳的工艺参数。恒鑫化工20年专业结的淬火剂生产厂家,热处理应用经验丰富,针对性地提供热处理淬火系统设计、工艺等整体解决方案。如有热处理技术问题,欢迎致电:0535-8015296。
- 上一篇:淬火液在铝合金固溶处理中的效果
- 下一篇:PAG淬火液相比于淬火油的优势
